Introduction
The need for aggregates within the construction sector is growing. However, there are concerns that natural resources for aggregate production could be depleted soon, hence the need to deploy solutions that ensure optimal use of such materials in the building industry. Quarry waste recycling remains a fundamental intervention towards realizing sustainable natural resource use (Environment Agency, n.d.).
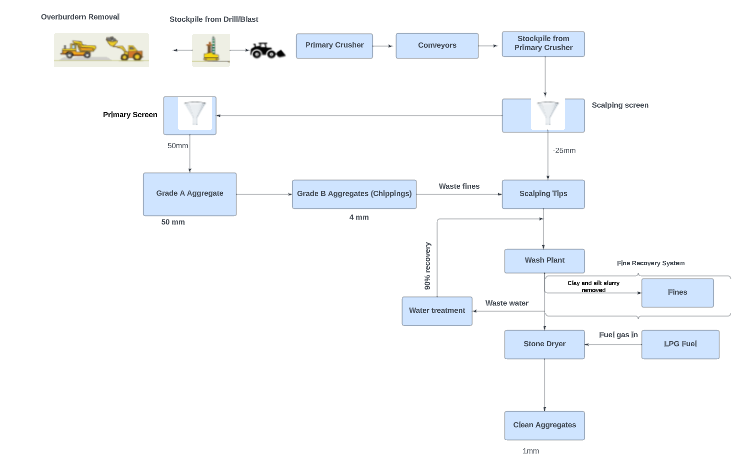
Scalpings, which are essentially regarded as quarry waste, can be transformed, as shown in Figure 1, for reuse in various ways to ensure sustainable management of mineral resources. Scalpings can be washed, dried, and crushed into clean aggregates for onward utilization in the sector. The paper reviews the case study’s flow and proposes a new design that leverages scalping tips to produce clean, high-value aggregates for the construction sector.
Process Flow of the Required New Installation
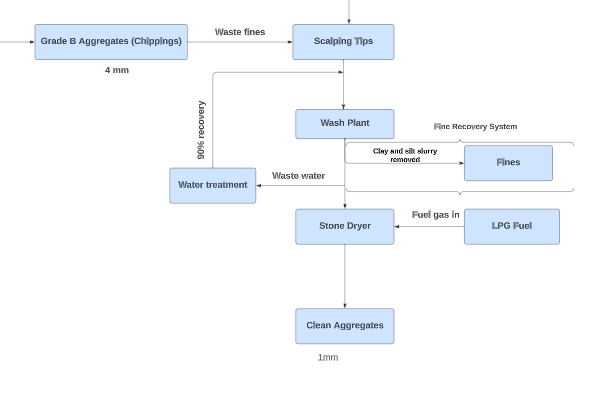
Most materials generated from deeply clay-bound limestone, such as overburden, crushed rock, and scalpings, are typically regarded as unusable excavation waste or by-products. The proposed new design in Figure 2 below offers a comprehensive washing technology that processes the scalping tips into a high-value commercial aggregate. The new proposal aligns well with the existing schematic flow diagram in the case study by introducing state-of-the-art washing solutions to optimize clean aggregate yield from scalping waste (CDE, n.d.). The design not only reduces waste generated by the process but also maximizes the recovery of valuable materials across the plant. Due to the variable nature of scalping tips, the proposed solution incorporates store-dryer technology. It removes moisture from the stones coming from the washing tank while simultaneously ensuring that most of the recovered water is returned to the system.
Maintaining the operationalization of the aggregate plant at optimum levels requires integrating the correct scale for the plant. The new equipment enhances the processing plant’s efficiency, and the new process is set at 100 t/h. The overall operations and capacity handling of the plant incorporated a comprehensive assessment of the primary feed materials to determine the volumes of high-value aggregate that can be obtained from the recovered installation.
The new design provides precise solutions to address specific challenges associated with scalping tips having clay and shale. The additional procedures facilitate the removal of clay-contaminated stones, debunking the notion of quarry waste (MB Wilkes, n.d.). The scalpings are plentiful, versatile, and durable and should not be discarded since they are viable (Adeyi et al., 2019). The new process flow reduces on-site stockpiling by utilizing formerly overlooked materials to deliver commercial benefits and facilitates sustainable solutions for producing clean aggregates.
The Merits and Risks of the Flowsheet Proposal
The proposal envisaged in the flowsheet estimates the production of significant tonnage from processed scalping tips, yielding clean, commercial aggregates. The plant offers numerous benefits for creating value from scalpings (Solouki et al., 2020). However, as with any quarry extraction, the process is not devoid of shortcomings, which require strategic interventions to improve overall efficiency and operational capability compared to previous plant designs.
Merits
Creating Optimum Value from Scalping Stockpiles
Wastes are expected in any facility that processes earth minerals. However, waste control and ecological management remain vital for manufacturing plants to ensure sustainable industries and the economies around the limestone sub-sector. The provided case shows a process design that generates significant waste without considering waste recycling. The scalps generated by the initial process can only be resolved through reprocessing to liberate clean, valuable aggregates for use in the construction sector (Lord et al., 2023).
Moreover, growing concerns about resource depletion imply that all materials that are usually regarded as valueless and discarded during processing should be reviewed and recycled to enable the optimal utilization of existing materials. The reprocessing of scalping stockpiles integrates economic importance, potential final-area application, and resource needs (Chatterjee, 2020). Processing provides the opportunity to wash and adjust the aggregates to meet the market requirements for the final commercial product.
Optimum Operationalization of the Wash Plant
The scalpings from the stockpiles are fed into the nearby belt-feed hopper, which has a self-tipping grid. The hopper is furnished with a variable-speed belt conveyor that dispenses scalpings at approximately 100 t/h into the feed conveyor of the inclined wash plant. Powered by a geared motor, the feed conveyor features a 110-degree first incline to provide adequate height for safely transferring materials (Fladvad, 2019).
Upon reaching the washing facility, the scalpings feed is deposited directly into the bin feed of the high-pressure washing facility proposed and installed as part of the overall process to improve the efficiency of processing scalping materials. The feed has been furnished with a refined level detector that senses and evaluates the material capacity and regulates the rate of the incoming feed from the central belt feed hopper.
Installed to clean sticky and clay-adsorbed materials, the cleaning unit, which employs a high-pressure water system, ensures the complete dissolution of clay lumps and the final production of clean aggregates in a highly compact footprint. The wash plants offer additional benefits, including reduced water and energy consumption and a low-wear design (Fladvad, 2019).
The hydro-clean unit dispenses the materials on the single-deck vibrating linear-motion dewatering component. Fitted with small-aperture polyurethane screening panels combined with the first rinsing unit, the section discharged the size-programmed materials through the flap gate into the wide feed conveyor. Propelled by about 5.5kW shaft-installed geared motor, the wide conveyor belt discharges the washed materials to the plant’s secondary crusher surge bin, where it is combined with cleaned feedstock for onward processing and delivery. In other instances, when the surge bin is full, the washed scalpings can be channeled to additional ground storage via the unit’s wide stockpile conveyor.
All the conveyors supporting the wash plant, along with the various steelwork frameworks, are designed to achieve maximum gain and efficiency in the process flow. The 1mm underflow from the washing screen is then flamed into the feed-regulating sump; thereafter, the silt-loaded overflow is channeled to the ground-fitted effluent sump. Additionally, the coarser sand slurry is ejected from the unit’s base and loaded into the sand separator furnished with a stretched feed box.
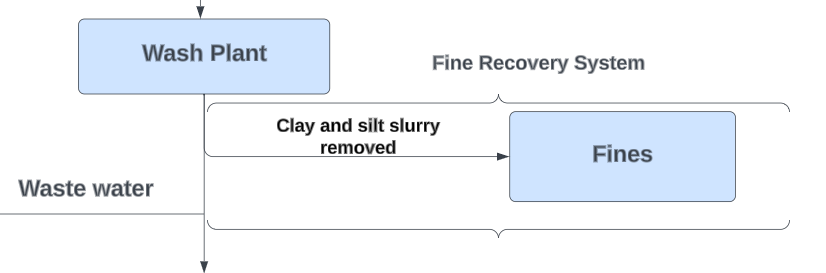
The separator retains and dispenses the useful sand while discarding the majority of the undesired, as shown in Figure 3. Clay and silt slurry are removed through the overflow and taken to the in-ground effluent sump via the feed-controlling sump (Brown, 2019). The course aggregate underflows from the primary separator and is delivered to the vibrating compact dewatering screen. The process eliminates the water and delivers clean, sharp aggregates – the water content is roughly 12 percent(Brown, 2019). The underflow is then channeled to the feed-regulating sump, which averts the removal of valuable materials.
Waste Watering Recovery and Reusing Capabilities
Using the level controls, the silt slurry deposited in the ground effluent sump is directed to the upward-flow thickener. This constitutes the initial stage within the closed-loop structure planned to manage effluent and water emanating from the washed stockpiles and wash unit. Recycling provides a hygienic supernatant water for further reuse in the plant (Soloukiet al., 2020). The filtered supernatant water is gravity-fed into a clean water storage facility, which is equipped with pumps that return the water for the scalping washing process.
Risks
Processing scalping tips to produce clean aggregates is complex and may entail various risks. Material contamination may be encountered during scalping washing, especially when the various machine components are poorly cleaned. The resultant products might be of low standards, lowering the quality of aggregates produced from scalpings. This risk can be mitigated by maintaining continuous monitoring and inspection of the wash unit to ensure the final products are of acceptable quality and meet market quality standards.
Other risks that could be encountered in this new design flow are sentimental pollution. The scalping washing procedure involves the use of chemicals; hence, improper treatment and runoff containment may result in environmental pollution, which could impact the ecosystem and even close water sources (Silva et al., 2023). This risk can be mitigated by ensuring the plant complies with regulations and standards set by inspection authorities.
Control Philosophy for the Dryer
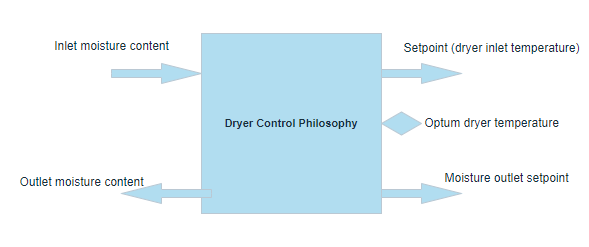
The primary role of the dryer is to remove moisture from the washed scalpings. The control is anchored in the capability to regulate moisture levels for the washed materials within the required ranges, as depicted in Figure 4. Maintained temperatures will improve downstream processes, such as screening and crushing scalpings into clean aggregates for commercial use (Hassanzadeh et al., 2022). Therefore, the control philosophy ensures a dynamic response to variations in incoming scalping characteristics and moisture content.
The measured variables include the dryer temperature, outlet moisture content, and inlet moisture content. Measuring the dryer temperature helps track the heat content inside the dryer and ensure the required temperature ranges are maintained, guaranteeing the quality standards of the final dried scalpings. Measuring the moisture range of the outlet materials is key to producing the dryer functionality. The assessment of outlet moisture provides instantaneous results on the dryer’s efficacy, and any deviations from the anticipated range prompt necessary review and adjustments. Recording the inlet moisture content of materials entering the dryer helps determine the baseline temperature against which the system is controlled to achieve appropriate outcomes.
The controlled variables are the setpoints for the dryer inlet temperature and outlet moisture content. Incoming materials are subjected to temperatures set at defined points based on the plant’s quality needs. Marked temperatures can be adjusted based on the overall moisture range and characteristics of the incoming materials. The setpoint for outlet moisture content helps to define the expected moisture levels that the scalpings should attain before leaving the dryer for subsequent crushing into clean aggregates (Hubert et al., 2023). Other downstream processes also dictate the moisture level that materials exiting the dryer should have.
Assumptions
Numerous assumptions have been made in designing the proposed flowsheet. The assumptions affect the plant’s overall performance and efficiency. One assumption is that the proposed design will result in final aggregates that meet the required quality threshold while effectively utilizing scalpings. The desired qualities encompass homogeneous aggregate sizes, the correct moisture content, and the cleanliness of the final product. These should align with the levels enumerated by regulatory authorities and end-user needs (Silva et al., 2023).
Another assumption is that the scalping processing plant will operate under desired environmental conditions, such as optimal temperature, humidity, and favorable weather. Variations in environmental factors can disrupt the operationalization and efficiency of the scalping washing process, warranting appropriate system design adjustments to accommodate weather conditions.
Conclusion and Recommendations
In conclusion, the proposed flowsheet design provides several benefits to the plant. It is creating substantial value for materials that have always been regarded as waste by processing them into clean aggregates that can be reused in the construction industry. The new flowsheet allows for the deployment of a fine recovery system that harvests sand from the washing unit. The sand can also be sold to end users, thereby enhancing the plant’s economic viability.
Regarding the flowsheet design proposal, two recommendations can be made to improve the plant’s overall efficiency. First, the wash chamber should be continuously monitored and examined to ensure the final products meet the required quality standards. Second, since scalpings processing is demanding, there is a need to ensure adequate compliance with regulatory standards to prevent breaches of existing laws from affecting the aggregate production process.
Reference List
Adeyi, G.O., Mbagwu, C.C., Ndupu, C.N. and Okeke, O.C. (2019). ‘Production and uses of crushed rock aggregates: An overview’. International Journal of Advanced Academic Research, Sciences, Technology and Engineering, 5(8), pp. 92-110.
Brown, T. (2019). Mineral planning factsheet: Construction aggregates.
CDE. (n.d.). Limestone.
Chatterjee, K. A. (2020). Intelligent and sustainable cement production. Boca Raton: CRC Press.
Environment Agency. (n.d.). How to comply with your environmental permit. Additional guidance for: mining waste operations.
Fladvad, M. (2020). Optimal utilisation of unbound crushed aggregates for road construction.
Hassanzadeh, A., Safari, M., Hoang, D.H., Khoshdast, H., Albijanic, B. and Kowalczuk, P.B. (2022). ‘Technological assessments on recent developments in fine and coarse particle flotation systems. Minerals Engineering, 180(1), pp. 1-14.
Hubert, J., Zhao, Z., Michel, F. and Courard, L. (2023). ‘Effect of crushing method on the properties of produced recycled concrete aggregates. Buildings, 13(9), pp. 1-13.
Lord, R., Moffat, A., Sinnett, D., Phillips, P., Brignall, D. and Manning, D. (2023). Blue green infrastructure on mineral sites. London: ICE Publishing.
MB Wilkes. (n.d.). An introduction to scalpings.
Silva, L.S., Amario, M., Stolz, C.M., Figueiredo, K.V. and Haddad, A.N. (2023). ‘A comprehensive review of stone dust in concrete: Mechanical behavior, durability, and environmental performance’. Buildings, 13(7), pp. 1-32.
Solouki, A., Viscomi, G., Lamperti, R. and Tataranni, P. (2020). ‘Quarry waste as precursors in geopolymers for civil engineering applications: A decade in review’. Materials, 13(14), p. 3146.